Настройки 3D-принтера FDM и их назначение
3D-печать никогда не была более доступной, поскольку доступны машины, которые подходят для любой ценовой категории и уровня квалификации. Это заставило многих людей устремиться к этому относительно новому хобби, прыгая головой вперед, не понимая, какое разочарование и горести оно может принести.
Конечно, хотя 3D-печать может быть сложной задачей, она всегда стоит затраченных на нее усилий. Обучение – важная часть такого рода занятий, но вам не обязательно проходить через это в одиночку. Чтобы вы начали с основ использования слайсера для 3D-принтера, в этой статье будут рассмотрены различные настройки, которые поставляются с популярными программами слайсера для принтеров FDM.
Что такое 3D-принтер FDM?
FDM означает моделирование методом наплавленного осаждения, и это наиболее часто используемая технология для 3D-печати в домашних условиях. Если в вашем 3D-принтере используются катушки с нитью, а не смола, скорее всего, это FDM-принтер. Такие принтеры выкладывают расплавленный пластик с исключительной точностью, обычно с помощью рабочей пластины, портала и экструдера / хотэнда. Это тип 3D-принтера, к которому относится данная статья.
Все приведенные ниже настройки показаны при условии, что вы загрузили файл в слайсер и находитесь на главном экране.
Температура сопла и слоя
В 3D-принтерах FDM для создания объектов используются материалы, называемые термопластами. PLA, ABS и PETG – лишь несколько примеров этих пластиков, и все они имеют разные точки плавления. Температура сопла должна быть настроена на температуру, соответствующуюматериалу, которым вы печатаете , и разница всего в несколько градусов может дать вам очень разные результаты.
Например, PLA обычно хорошо печатает при температуре от 180 до 200 ° C, а ABS – при температуре от 230 до 250 ° C. Возможно, вам придется поэкспериментировать с разными температурами, чтобы получить наилучшие результаты.
Температура кровати не так важна, как температура сопла, но все же может иметь значение. Наличие кровати с правильной температурой поможет материалам прилипнуть к рабочей пластине, а также поможет предотвратить такие проблемы, как деформация и появление слоновьей ноги. Такие материалы, как PLA, могут работать без нагревательной пластины, но ABS может выиграть при температуре слоя выше 80 ° C.
- Cura : Настройки печати > Пользовательский > Материал
- Slic3r : Настройки > Настройки нити > Температура
- Simplify3D : Изменить параметры процесса > Показать дополнительные > Температура
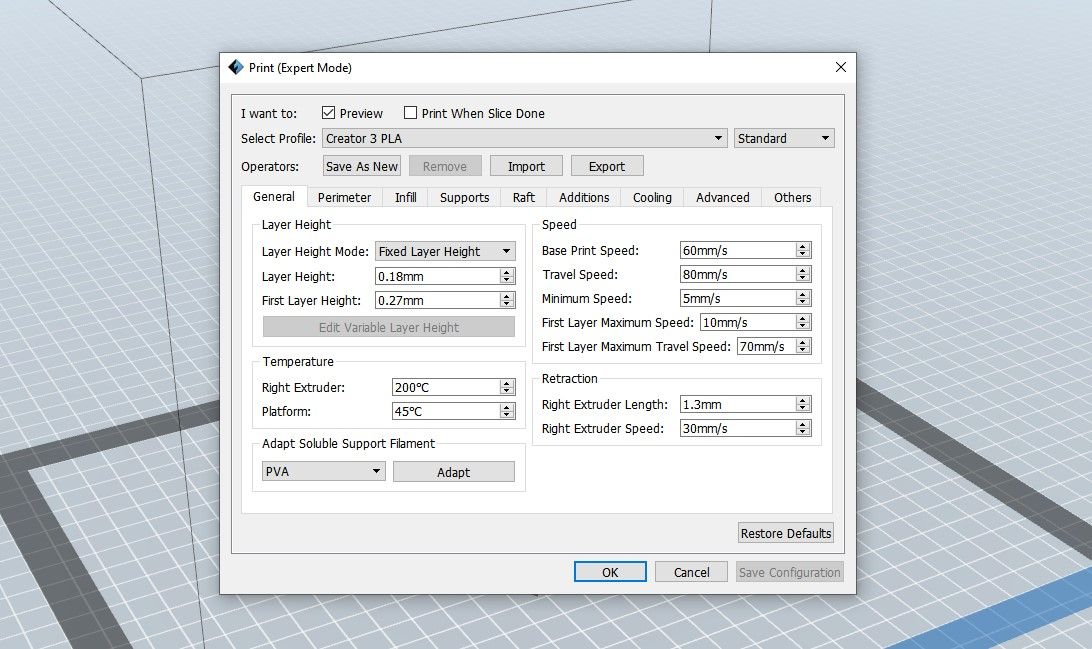
- FlashPrint : Печать > Общие > Температура
Высота слоя
Высота слоя – это толщина каждого слоя пластика, который помещается на платформу во время печати. Более низкая высота слоя приводит к модели с более высоким разрешением и более медленному времени печати, тогда как более высокая высота слоя приводит к снижению как качества, так и времени. Вы должны убедиться, что высота вашего слоя соответствует используемой вами насадке, хотя большинство слайсеров предупредит вас, если вы сделаете слишком большой или маленький.
Первый слой любого отпечатка является наиболее важным, и поэтому большинство слайсеров предлагают возможность установить для него отдельную высоту. Наличие более толстого начального слоя может помочь прилегать к постели, а также укрепить основу модели.
- Cura : Настройки печати > Пользовательский > Качество
- Slic3r : Настройки > Настройки печати > Слои и периметры
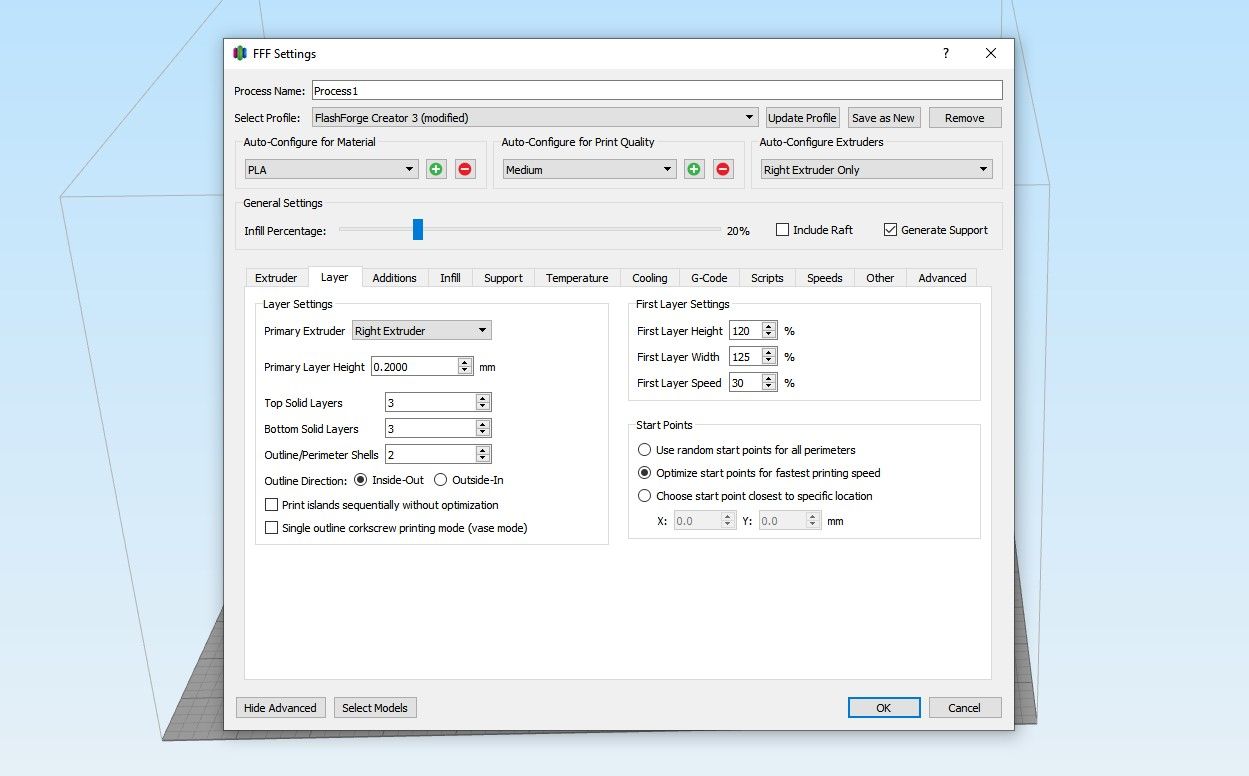
- Simplify3D : Изменить настройки процесса > Показать дополнительные > Слой
- FlashPrint : Печать > Общие > Слой
Скорость печати
Скорость печати – это скорость, с которой ваша печатающая головка движется во время печати. Повышение скорости печати ускорит печать, но также может ухудшить качество печати. Однако наряду с этим для некоторых материалов требуется более низкая скорость печати из-за их качества.
Например, PETG обычно печатается с максимальной скоростью 30 мм / с, чтобы учесть просачивание и растяжение. PLA и ABS вполне могут работать со скоростью 60 мм / с или выше, но вы можете настроить такие параметры, как внешняя скорость, чтобы повысить качество готовой печати без ущерба для скорости печати.
- Cura : Настройки печати > Пользовательский > Скорость
- Slic3r : Настройки > Настройки печати > Скорость
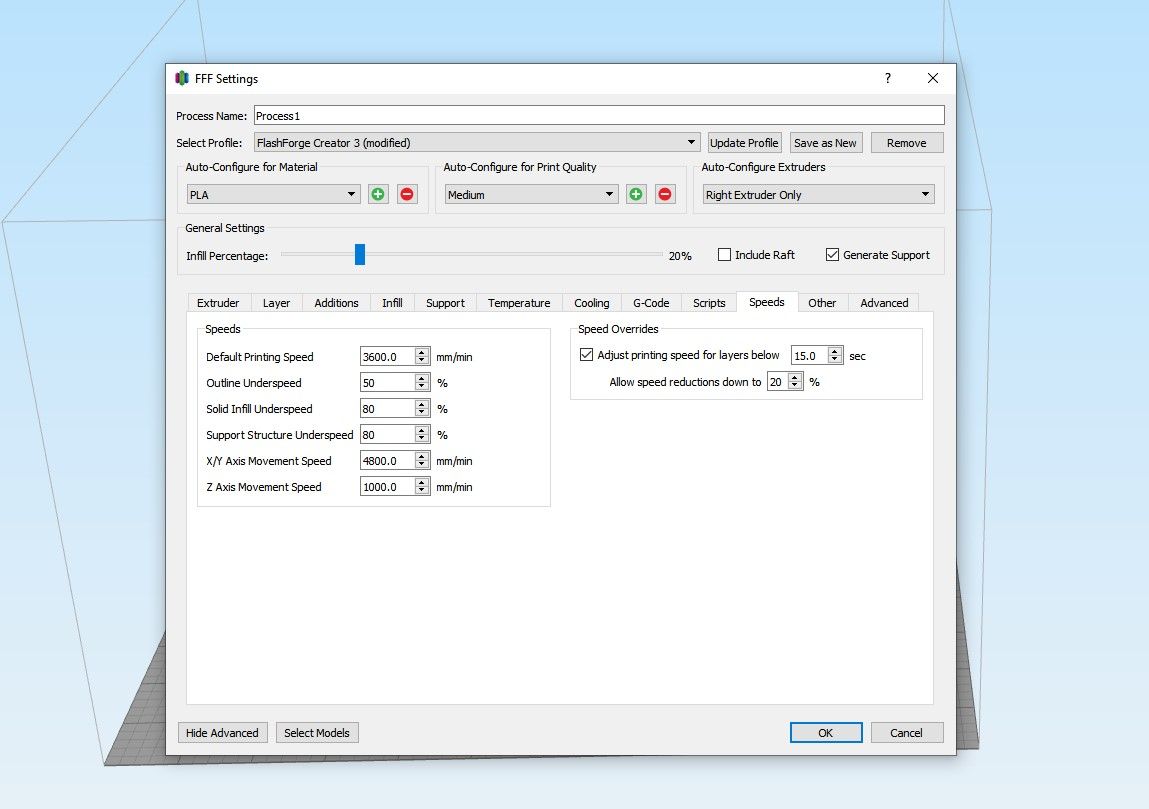
- Simplify3D : Изменить настройки процесса > Показать дополнительные > Скорости
- FlashPrint : Печать > Общие > Скорость
Отзыв
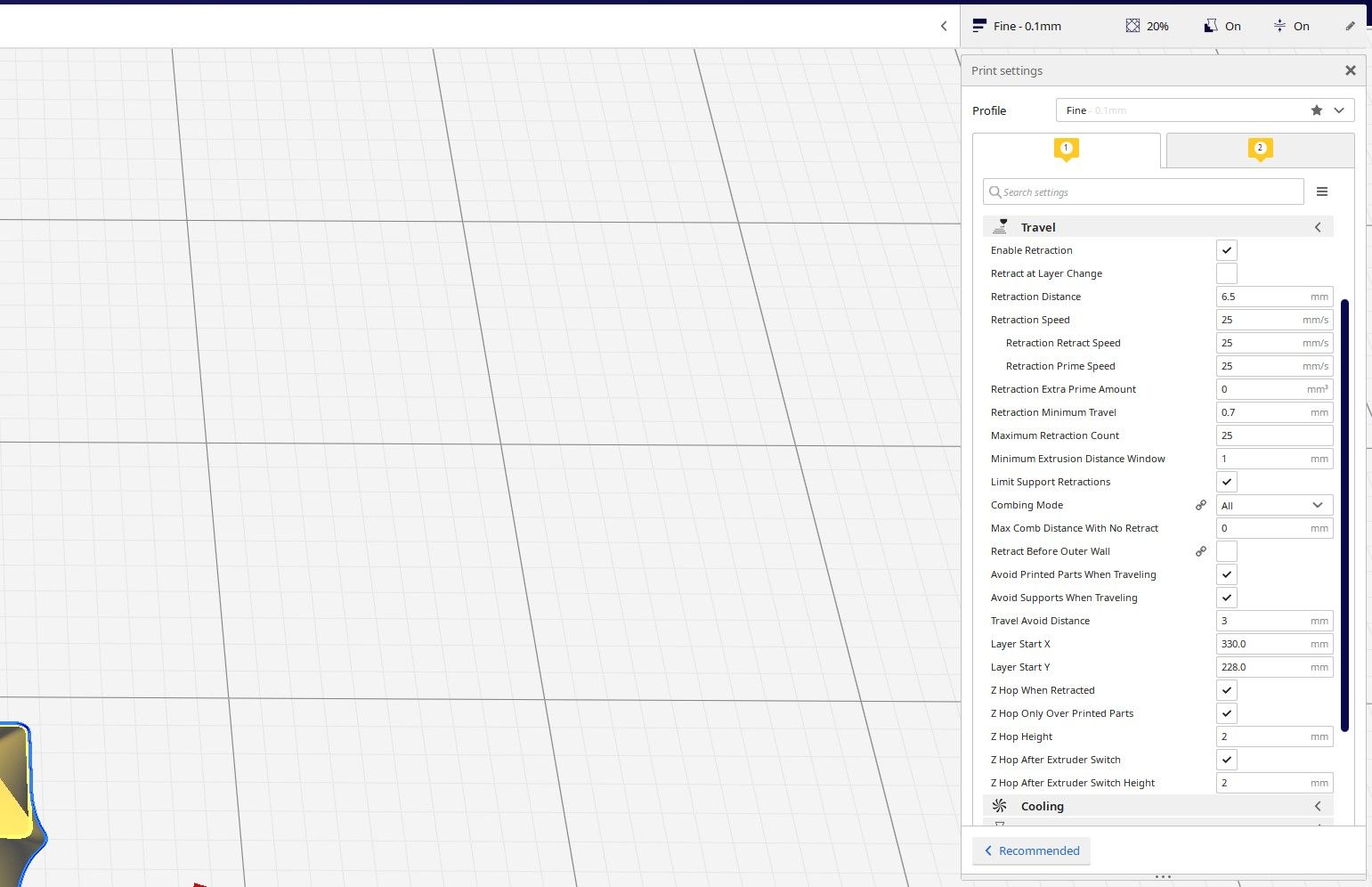
Большинство современных 3D-принтеров FDM используют моторизованные экструдеры для втягивания нити в определенных точках во время печати. Это помогает предотвратить просачивание при перемещении печатающей головки с места на место, а также дает принтеру возможность контролировать поток материала, выходящего из хотэнда.
Как и скорость печати, настройки втягивания обычно зависят от материала, которым вы печатаете. Эластичные материалы, такие как ПЭТГ и ТПУ, требуют скорости отвода от 30 до 80 мм / с, а также расстояния отвода от 2 до 5 мм. Напротив, PLA хорош со скоростью 50 мм и расстоянием от 0,5 до 1 мм.
- Cura : Настройки печати > Пользовательский > Путешествия
- Slic3r : Настройки > Настройки принтера > Экструдер
- Simplify3D : отредактируйте настройки процесса > Показать дополнительные > Экструдер > Управление слизью
- FlashPrint : Печать > Общие > Отзыв
Заполнение и стены
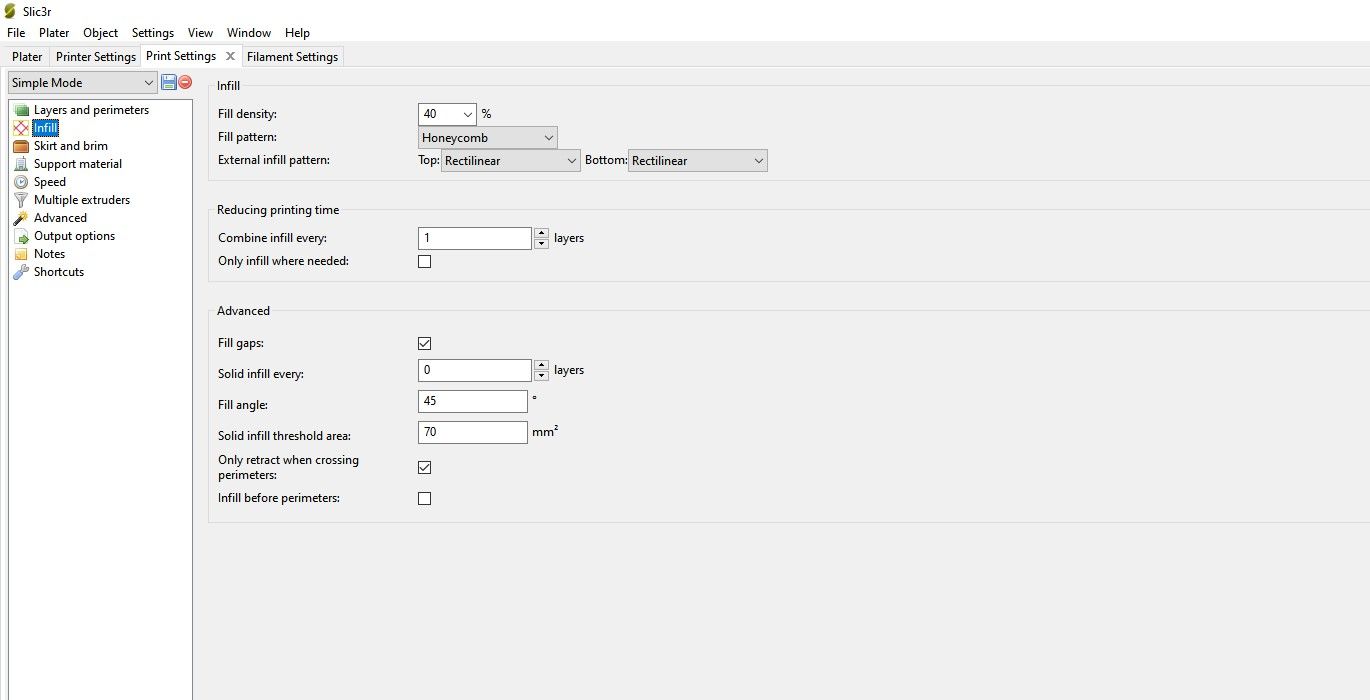
Редко можно найти файл для 3D-печати, который должен быть сделан из твердого пластика. Вместо этого большинство отпечатков делается с твердыми внешними стенками и заполнением, что делает деталь красивой и прочной, не тратя на печать целую жизнь. Заполнения от 10 до 20% достаточно для подавляющего большинства отпечатков, хотя вам может понадобиться больше, если вы хотите, чтобы изделие выглядело особенно прочным. Стоит отметить, что сплошное заполнение не обязательно делает деталь более прочной.
Помимо заполнения, вы также можете изменить толщину внешних слоев вашего отпечатка. От трех до пяти слоев обычно достаточно, чтобы сделать отпечаток прочным, но это то, что можно настроить, чтобы сократить время, необходимое для завершения печати. Слишком тонкие стены могут привести к просвечиванию рисунка заполнения.
- Cura : Настройки печати > Пользовательские > Заполнение / оболочка
- Slic3r : Настройки > Настройки печати > Заполнение
- Simplify3D : Изменить настройки процесса > Показать дополнительные > Заполнить
- FlashPrint : Печать > Заполнение
Поддерживает
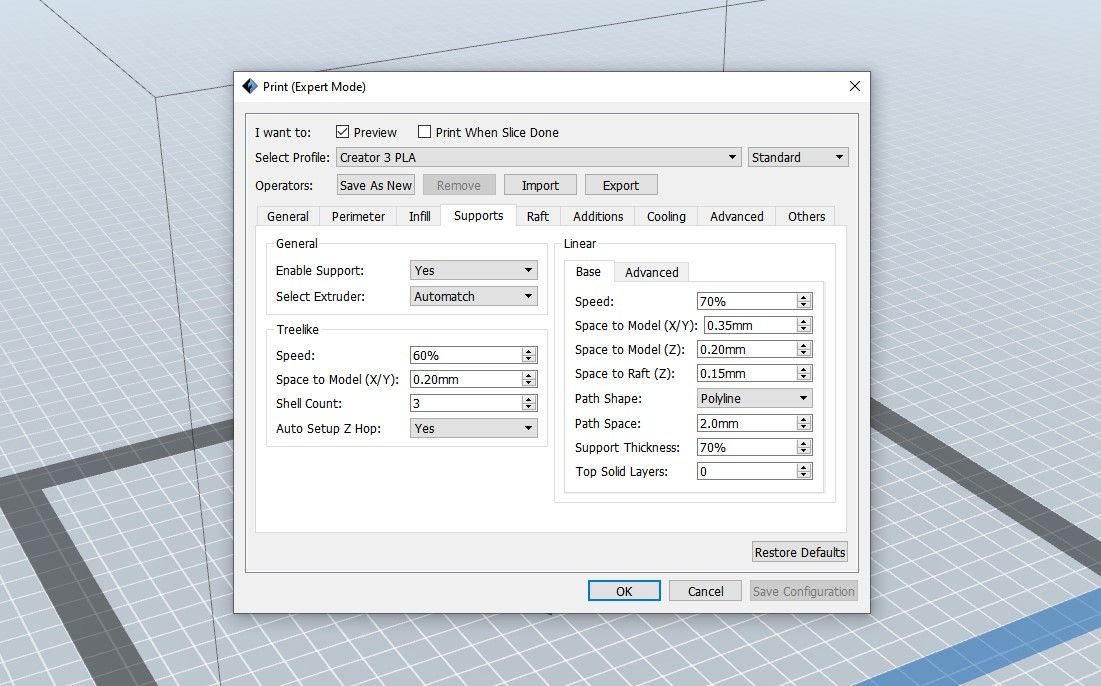
Опоры используются для предотвращения опускания моделей при печати с выступами. Большинство слайсеров могут создавать опоры автоматически, но вы можете изменить настройки, чтобы обеспечить наилучшие результаты для печати. Стоит прочитать о различных вариантах поддержки, которые у вас есть, прежде чем вы начнете слишком сильно их менять.
- Cura : Настройки печати > Пользовательский > Поддерживает
- Slic3r : Настройки > Настройки печати > Вспомогательные материалы
- Simplify3D : Изменить параметры процесса > Показать дополнительные > Поддержка
- FlashPrint : Печать > Поддержка и главный экран > Поддержка
Дополнения
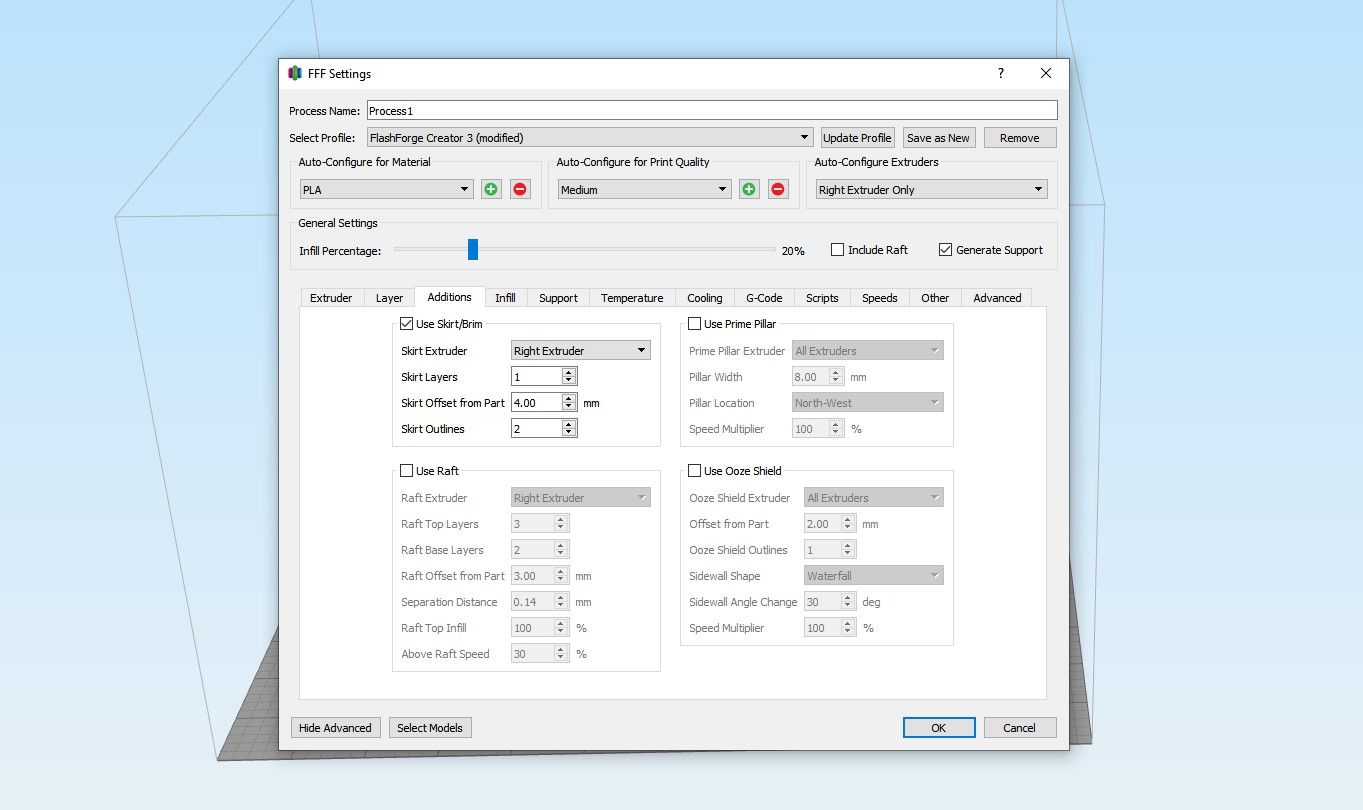
Большинство слайсеров могут добавлять к отпечатку дополнительные детали, которые помогают улучшить сцепление с поверхностью и деформирование. Это может быть отличным способом с легкостью улучшить ваши отпечатки, но доступно несколько типов.
- Плот : весь отпечаток лежит на кровати, когда вы используете плот, помогая прилегать к кровати.
- Поля : края оборачиваются по краю отпечатка, не позволяя краям и углам приподняться.
- Мышиные уши : Мышиные уши – это круги, которые находятся в каждом углу вашего отпечатка, помогая удерживать углы вниз.
- Вытрите башни : вытирайте башни вокруг вашего отпечатка и позвольте принтеру стереть лишнюю нить.
Вот где найти соответствующие настройки:
- Cura : Настройки печати > Пользовательские > Адгезия с пластиной для сборки
- Slic3r : Настройки > Настройки печати > Юбка и кромка / Материал поддержки
- Simplify3D : Изменить настройки процесса > Показать дополнительные > Дополнения
- FlashPrint : Печать > Дополнения
Охлаждение
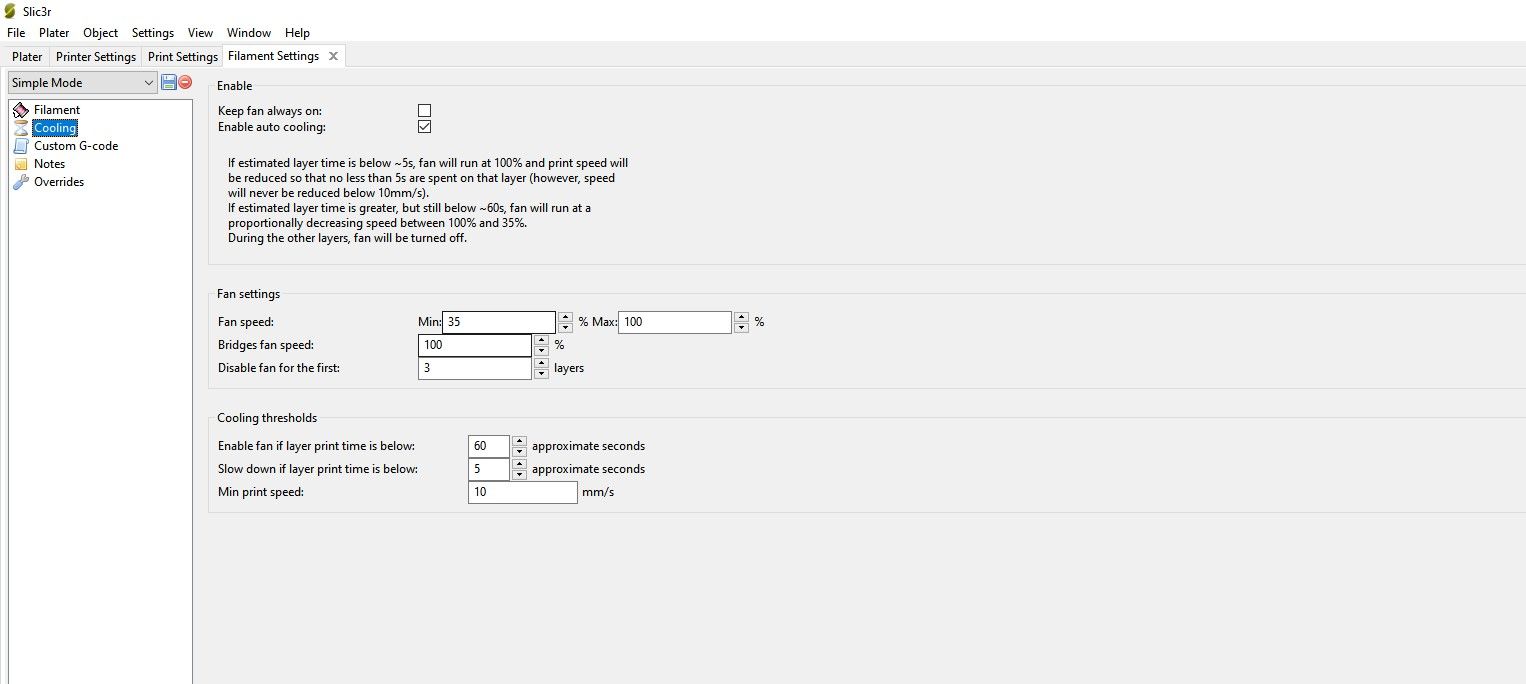
Вентиляторы охлаждения – жизненно важная часть вашего 3D-принтера. Многие современные принтеры FDM имеют вентиляторы, которые используются для охлаждения детали во время печати. Это отлично подходит для таких материалов, как PLA и PETG, но может быть плохо для таких материалов, как ABS, которые деформируются из-за изменений температуры. Практически всегда следует оставлять общий принтер включенным.
- Cura : Настройки печати > Пользовательский > Охлаждение
- Slic3r : Настройки > Настройки нити > Охлаждение
- Simplify3D : Изменить параметры процесса > Показать дополнительные > Охлаждение
- FlashPrint : Печать > Охлаждение
Z-Hop
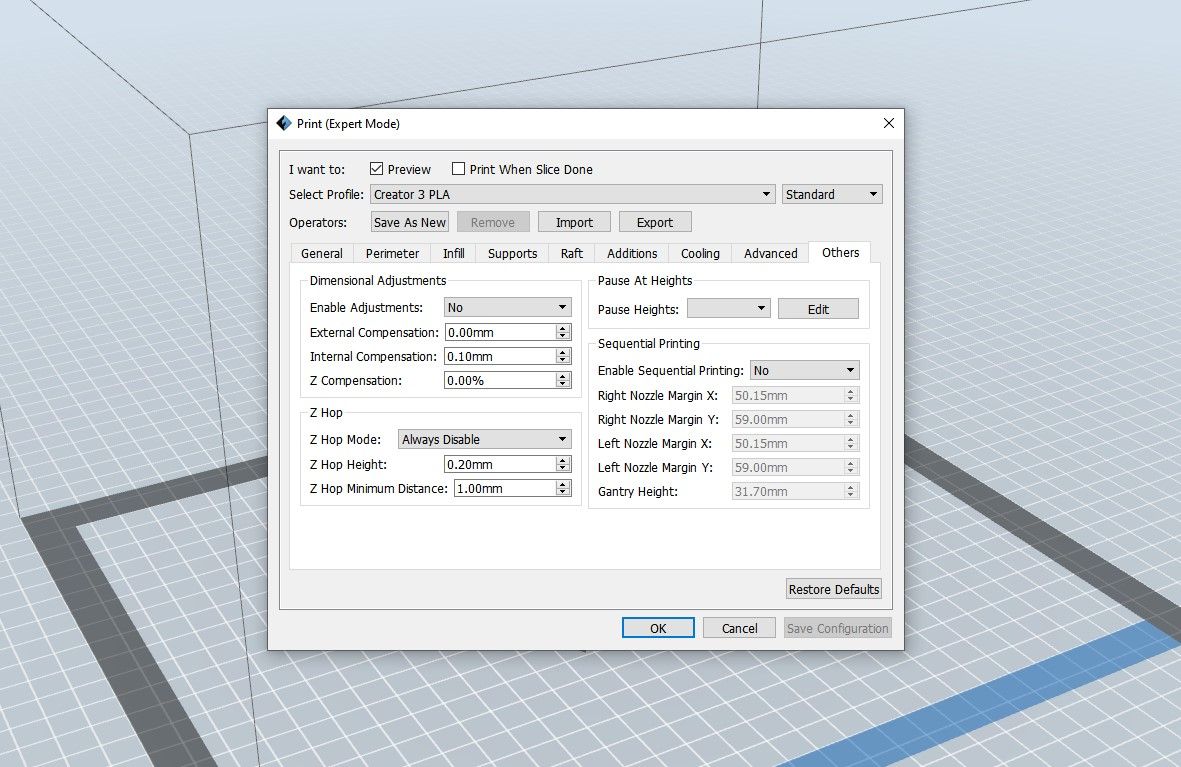
В качестве последней настройки, на которую нужно обратить внимание, z-hop позволяет вам указать принтеру опустить платформу или поднять печатающую головку, когда она перемещается. Это может предотвратить столкновение моделей с рабочей пластиной до завершения печати.
- Cura : Настройки печати > Пользовательский > Путешествия
- Slic3r : Настройки > Настройки принтера > Отзыв
- Simplify3D : отредактируйте настройки процесса > Показать дополнительные > Экструдер > Управление слизью
- FlashPrint : Печать > Другое > Z-Hop
Обучение использованию слайсера
Слайсеры – это невероятно мощные инструменты, которые предоставляют множество различных возможностей для печати. Однако это не означает, что они просты в использовании, и вам еще предстоит научиться после этой статьи, чтобы по-настоящему овладеть используемым слайсером.
Всегда стоит помнить, что для правильной работы 3D-принтеры FDM также необходимо калибровать и обслуживать. Это не займет много времени, но время, которое вы потратите, того стоит.